一、项目提出:
MAX70接装机一次分切轮的作用是把接烟鼓轮传过来的双倍烟丝棒分切成等长的两支烟丝棒,再传送到分离鼓轮上。如果说烟丝棒分切的长短不一,会直接影响烟丝棒和咀棒的交接,影响水松纸的粘接,造成烟丝棒与咀棒之间有间隙,影响烟支质量。一次分切轮的浮圈起关键作用。原结构一次分切轮的浮圈是靠轴向定位装置,有拉簧式浮圈及橡胶粘连式浮圈。其原理都是由滚轮点挤压式定位。浮圈整体运动飘移不定,只是局部起限位作用,其不足之处主要有: <1、双倍长烟支在挤压分切过程中受力不匀,接触端易起皱。 2、拉簧式使用维护较繁杂,而橡胶式因扯拉疲劳易撕裂。 3、因浮圈挤压式定位要求浮圈表面维氏硬度在850~1100HV,而不锈钢材质φ226×φ189×2.5的圆环平整度难于加工,两端平整度和端面跳动不易保证。
针对以上原有一次分切轮存在的不足,我厂消化和借鉴国外现代高速机组的技术后,研发了PROTOS卷接机组MAX70接装机新型一次分切轮,完全替代了原结构的所有功能,而稳定性、可靠性得到了大幅度的全面提升,在现场已得到了证明。
二、改造简介: 1.主要指标 1.1 运行速度:大于等于7000支/分 1.2 适合烟支长度:59mm~64mm 1.3 适合烟支直径:7.6mm~7.8mm 1.4负压要求:与原机相配 1.5 高压空气:与原机相配 2.结构简介 2.1新型一次分切轮两端合拢装置采用支架定位,支架上装有两个相互倾斜的旋转圆盘。当鼓轮旋转时,鼓轮通过挂块带动圆盘旋转,旋转圆盘推动双倍长的烟支在分切处紧紧靠拢。旋转圆盘的运动轨迹由带倾角的偏心轮和轴承限位,其轨迹非点控而是全盘可控调整范围之内,烟支在轴向移动中受力均衡,烟支与圆盘接触端面保持垂直。
2.2浮圈的轴向调整较前亦有改良,调整通过螺杆延伸至鼓轮外口端的固定板,运行中调整方便快捷。 2.3一次分切轮的配气座也进行了一定的优化设计。 综上所述,该新型一次分切轮除保证稳定可靠运行和产品质量外,更由于其结构精巧,从原理结构上改良了原有不足,而具有维修少、维修调整方便快捷,易损件几乎没有,使用成本低的特点。
三、改造方式: 在烟厂车间现场实施,拆去原装置,装上新型一次分切轮即可。
四、安装调试周期: 一个工作日
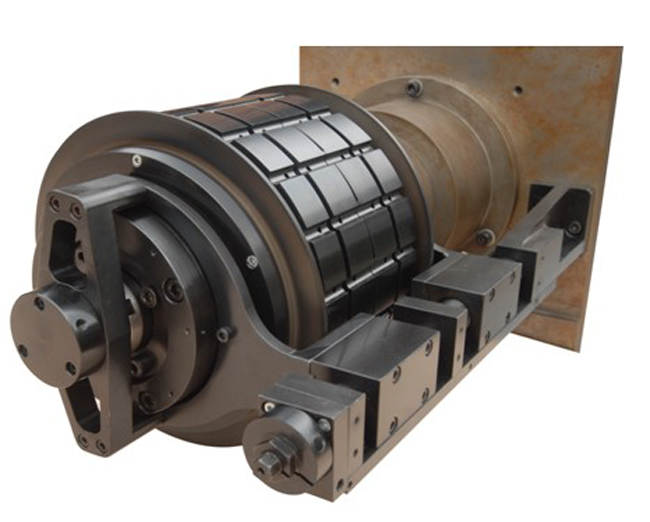
附:1.实物外形图片
2.现场安装后图片
3.装配示意图。
4.零件明细表和标准件表







